Код товару: 100005395
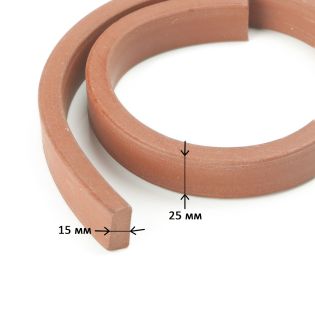
Гідрошпонка внутрішня ВР 200 ПВХ для робочих швів, синя, 20 м.п., Sanpol Україна Sanpol


Гідрошпонка ВР 200 призначені для гідроізоляції робочих (технологічних) швів бетонних конструкцій між горизонтальною плитою підстави і вертикальною несучою стіною, або утворених при перерві бетонування. Гідрошпонки застосовуються в гідротехнічних спорудах: резервуари, канали, дамби, басейни та ін., а так само для гідроізоляції швів підстав, фундаментів, тунелів, багаторівневих паркінгів та інших підземних споруд. Виготовляються з термопластичного еластомеру TPE (EPDM) або пластифікованого полівінілхлориду ПВХ-п.
- застосовується при перерві бетонування монолітних залізобетонних конструкцій
- в особливо важливих конструкціях доповнюється зовнішньої гидрошпонкой
- наявність ребер на площині замикання оберігає проникнення вологи всередину конструкції
- може використовуватися в конструкціях з особливими вимогами для забезпечення герметичності
- витримує великий тиск води всередині і зовні
- при простоті установки підходить для всіх видів конструкцій
- Поставляється в рулонах по 20 м. п
Внутрішні гідрошпонки Sanpol для робочих швів серія ВР
Використовуються для герметизації і гідроізоляції технологічних швів при монолітному будівництві резервуарів, басейнів, очисних споруд, дамб, заглиблених і підземних споруд, колекторів і т.д. вбудовується внутрішня гідрошпонка безпосередньо в тіло арматурного каркаса.
Форма гидрошпонки дозволяє надійно вмоноличивать її в бетонну конструкцію, наявність ребер на площині запобігає проникненню вологи всередину конструкції.
Переваги використання гідрошпонок:
- застосовується при перерві бетонування монолітних залізобетонних конструкцій, в особливо важливих конструкціях доповнюється внутрішньої або зовнішньої гидрошпонкой
- може використовуватися в конструкціях з особливими вимогами для забезпечення герметичності
- витримує великий тиск води всередині і зовні
- простота установки
- не вимагає зміни арматурного каркаса
Продається в бухтах по 20 м. п.
Матеріал: пластифікований полівінілхлорид (ПВХ-п)
Колір: Чорний
Упаковка: рулони по 20 м. п.
Відхилення довжини рулону, м,: не більше ± 0,5
Відхилення розмірів: згідно КД
Твердість по Шору, А: 70 ± 5
Щільність, г / см3: ≈ 1,4
Міцність при розтягуванні, МПа: ≥10 (DIN 53455)
Подовження при розриві,%: ≥ 275
Термостійкість, ° C : від -35 ° C до 70 ° C
Хімічна стійкість :
- від постійного впливу води і стічних вод;
- від короткочасного впливу неорганічних лугів і кислот низької концентрації, мінеральних масел.
Стійкість до ультрафіолету: не стійкий
Термін експлуатації: 25 років
Як встановити гідрошпонку?
Гидрошпонка встановлюється в проектне положення, так, щоб середина гидрошпонки перебувала по центру передбачуваного шва.
Кріплення проводиться безпосередньо до опалубки. Отвори для кріплення дозволено виробляти тільки в крайній зоні гідрошпонки, за крайнім анкером. Крок кріплення - 200-300 мм, симетрично з обох сторін. Додаткове закріплення проводиться так само до арматурного каркасу в'язальним дротом. З'єднання шпонки проводиться методом зварювання, шляхом нагрівання кінців шпонки в спеціальному кондукторі (для кожної шпонки – індивідуальний кондуктор) або за допомогою промислового фена або плоского Тена. Температура спайки близько 200 ° C (підбирається експериментальним шляхом). Для з'єднання шпонок "холодним" методом, застосовують клей, наприклад однокомпонентний пастоподібний клей на основі
силанмодифікованого полімеру Innoellast.
Інші товари у категорії








Корисні статті
